Pumping of water, solvents, acids, emulsions, slurries, creams, aerosols, disinfectants, detergents, coolants and hydraulic fluids.
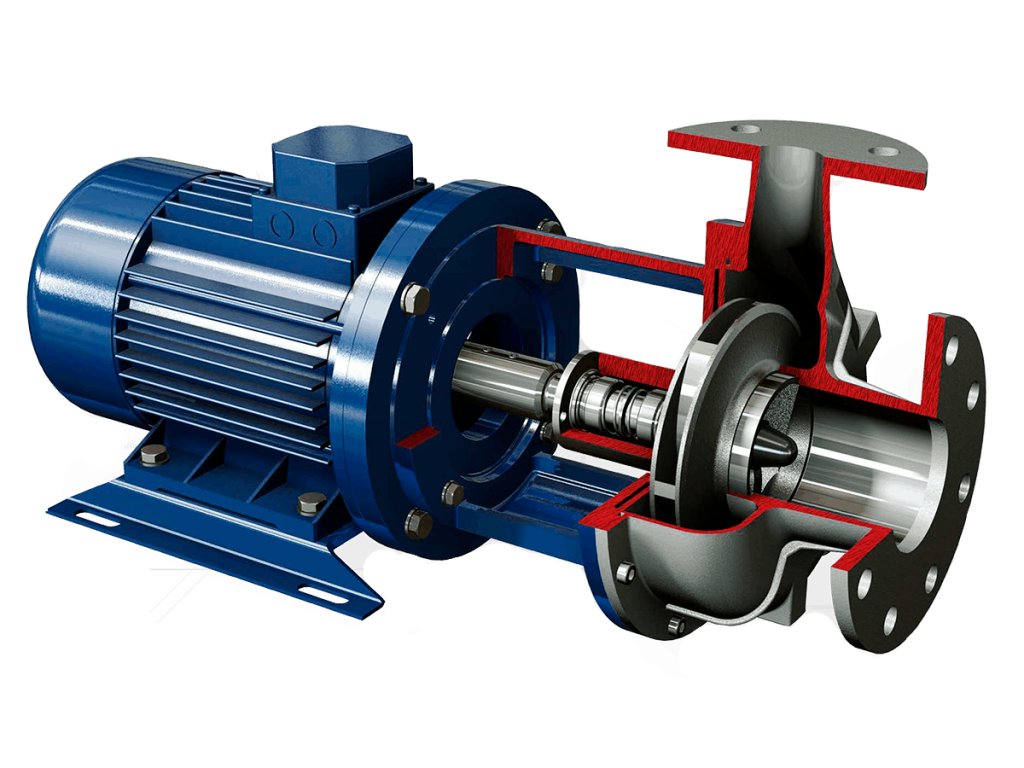
Centrifugal pump for the chemical industry.
Pumping acids, alkaline liquids, solvents, oils, greases, gases, slurries and liquids with high viscosity.
Advantages of centrifugal pumps:
High performance: Centrifugal pumps can pump large volumes of liquid at high speeds.
Simple design: Centrifugal pumps have a simple design, making them easy to maintain and repair.
Reliability: Centrifugal pumps are robust and durable devices that can operate for many years without fail.
Affordability: Centrifugal pumps are available in a wide range of sizes and configurations, making them affordable for every budget.
Wide range of applications: Centrifugal pumps can be used to pump a variety of liquids, including water, chemicals, oil, gas and liquids with particles.
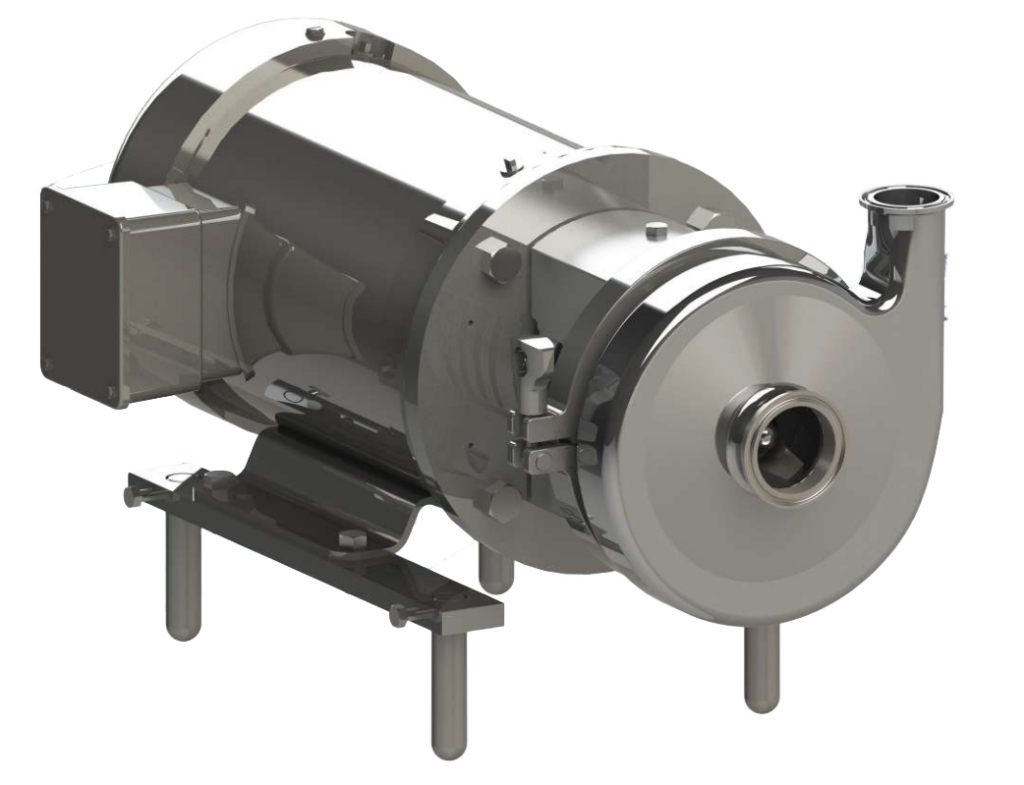
Features of centrifugal pumps:
They are made of stainless steel, food-grade plastic or other non-toxic materials.
They have a smooth design that is easy to clean.
There are no sharp edges or pockets where bacteria can accumulate.
Provide an airtight seal to prevent contamination.
A wide range of foodstuffs can be pumped, including viscous liquids, liquids with particles and carbonated liquids.
SPELS experts will analyse your requirements and select the optimum solution for the installation of a new or replacement centrifugal pump.