Homogenisation of food products
The homogenisation of many liquid and paste-like products is now becoming one of the main types of processing in mass production. Thanks to this process, the product will not stratify during long-term storage or transportation. As a rule, other types of processing do not provide similar quality effects.
The process of breaking down the fat globules in milk into smaller fat globules during dispersion and their subsequent uniform distribution in the volume of the finished product is called homogenisation. It is used in the production of pasteurised and sterilised milk, fermented milk drinks, cream, yoghurt, dairy desserts, reconstituted and condensed milk, baby food, formula, and mixtures.
A high-pressure homogeniser is an apparatus consisting of a high-pressure positive displacement plunger pump and a homogenisation valve. Since the effect of the homogenisation valve is based on the pressure drop as the product passes through the outlet channel, it is necessary to increase the valve diameter to maintain the minimum width of the passage channel. However, at the same time, the homogenisation force increases and the valve becomes large, heavy and difficult to operate.
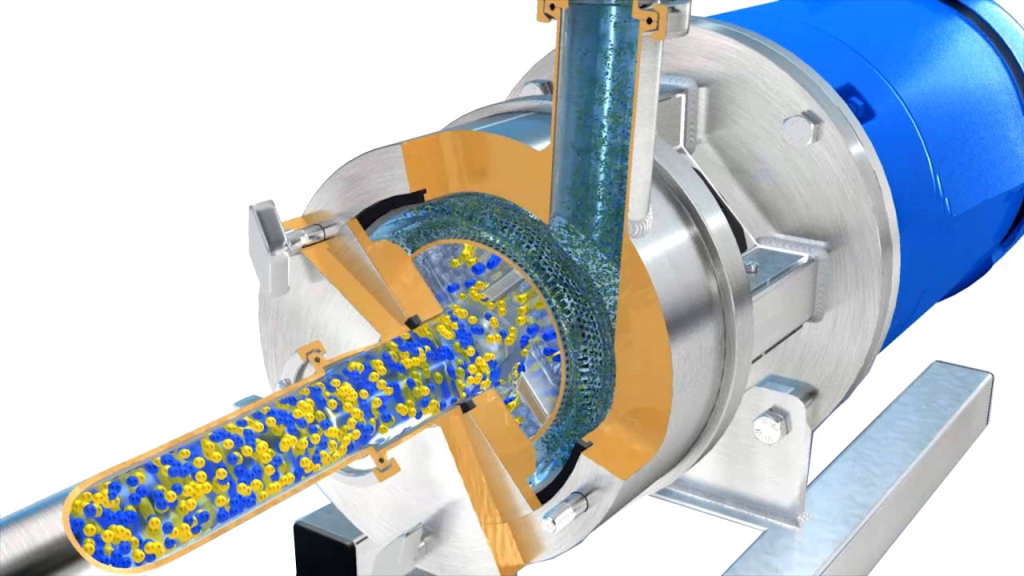
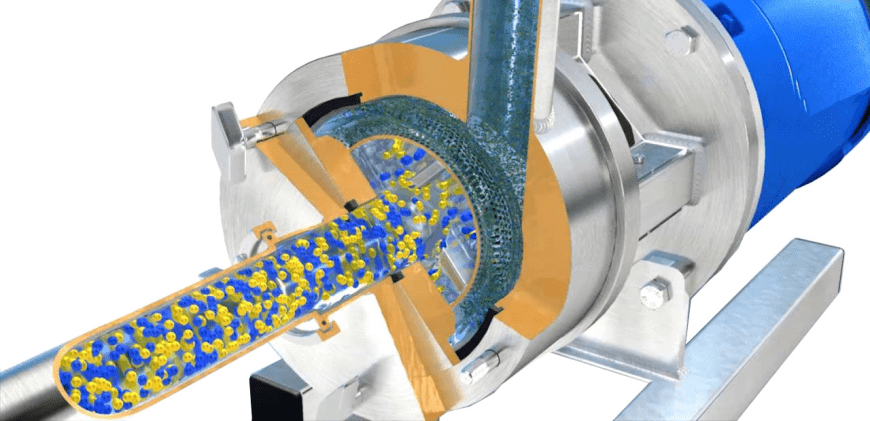
How it works
The product enters the compression head and is compressed by a plunger pump. A homogenisation valve is installed at the outlet of the compression head. By adjusting the distance between the homogenisation valve and the impact head, the required pressure is created. The adjustment is made using a hydropneumatic system mounted on the homogenisation unit. The working height of the homogenisation valve is approximately 0.1 mm; the product flow rate through the homogenisation valve varies from 100-400 m/s, with a transit time of 10-15 microseconds. During this time, all the pressure transferred to the liquid is converted into kinetic energy: less than 1% of the required energy is used by the homogenisation process. The remaining energy is transformed into heat and therefore the product is heated as it passes through the homogenisation valve. For example, for milk, the product temperature increases by 1°C for every 40 bar of homogenisation pressure.
Application
The benefits of homogenisation are well known in the dairy industry. It allows for a more stable product with a longer shelf life, improved product flavour, reduced additives and a clearer product composition. pastes, juices, ketchups, mayonnaise and many other products. During the homogenisation process, the selection of appropriate materials and wear parts is crucial to ensure a good level of machine reliability and reduce operating and maintenance costs.